3.2.3.3一般管道的焊接为对口型式及组对,如设计无要求,电焊应符合表3.2.3.3.1的规定,气焊应符合表3.2.3.3.2的规定。
手工电弧焊对口型式及组对要求表3.2.3.3.1
| 接头名称 | 对口型式 | 接头尺寸(mm) | |||
| 壁厚 | 间隙 | 钝边 | 坡口角度(度) | ||
| δ | C | P | α | ||
| 管子对接 V型坡口 | 5~8 8~12 | 1.5~2.5 2~3 | 1~1.5 1~1.5 | 60~70 60~65 | |
注:δ≤4毫米管子对接如能保证焊透可不开坡口。
氧-乙炔焊对口型式及相对要求表3.2.3.3.2
| 接头名称 | 对口型式 | 接头尺寸(mm) | |||
| 厚度δ | 间隙C | 钝边P | 坡口角度α(度) | ||
| 对接不开坡口 | <3 | 1~2 | — | — | |
| 对接V型坡口 | 3~6 | 2~3 | 0.5~1.5 | 70~90 | |
3.2.3.4焊接前要将两管轴线对中,先将两管端部点焊牢,管径在100mm以下可点焊三个点,管径在150mm以上以点焊四个点为宜。
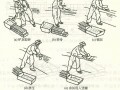
3.2.3.5管材壁厚在5mm以上者应对管端焊口部位铲坡口,如用气焊加工管道坡口,必须除去坡口表面的氧化皮,并将影响焊接质量的凹凸不平处打磨平整(图3.2.3.5)。
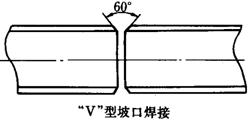
图3.2.3.5
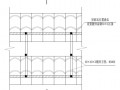
3.2.3.6管材与法兰盘焊接,应先将管材插入法兰盘内,先点焊2~3点再用角尺找正找平后方可焊接,法兰盘应两面焊接,其内侧焊缝不得凸出法兰盘密封面(图3.2.3.6)。
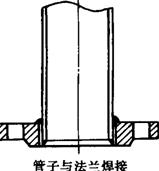
图3.2.3.6
3.2.4管道承插口连接
3.2.4.1水泥捻口:一般用于室内、外铸铁排水管道的承插口连接(图3.2.4.1)。
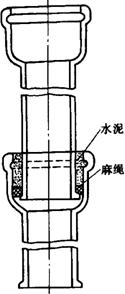
图3.2.4.1
a为了减少捻固定灰口,对部分管材与管件可预先捻好灰口,捻灰口前应检查管材管件有无裂纹、砂眼等缺陷,并将管材与管件进行预排,校对尺寸有无差错,承插口的灰口环形缝隙是否合格。
b管材与管件连接时可在临时固定架上,管与管件按图纸要求将承口朝上,插口向下的方向插好,捻灰口。
c捻灰口时,先用麻钎将拧紧的比承插口环形缝隙稍粗一些的青麻或扎绑绳打进承口内,一般打两圈为宜(约为承口深度的三分之一),青麻搭接处应大于30mm的长度,而后将麻打实,边打边找正、找直并将麻须捣平。
d将麻打好后,即可把捻口灰(水与水泥重量比1∶9)分层填入承口环形缝隙内,先用薄捻凿,一手填灰,一手用捻凿捣实,然后分层用手锤、捻凿打实,直到将灰口填满,用厚薄与承口环形缝隙大小相适应的捻凿将灰口打实打平,直至捻凿打在灰口上有回弹的感觉即为合格。
e拌合捻口灰,应随拌合随用,拌好的灰应控制在一个半小时内用完为宜,同时要根据气候情况适当调整用水量。
f预制加工两节管或两个以上管件时,应将先捻好灰口的管或管件排列在上部,再捻下部灰口,以减轻其震动。捻完最后一个灰口应检查其余灰口有无松动,如有松动应及时处理。
g预制加工好的管段与管件应码放在平坦的场所,放平垫实,用湿麻绳缠好灰口,浇水养护,保持湿润,一般常温48h后方可移动运到现场安装。
h冬季严寒季节捻灰口应采取有效的防冻措施,拌灰用水可加适量盐水,捻好的灰口严禁受冻,存放环境温度应保持在5℃以上,有条件亦可采取蒸汽养护。
3.2.4.2石棉水泥接口:一般室内、外铸铁给水管道敷设均采用石棉水泥捻口,即在水泥内掺适量的石棉绒拌合,其具体做法详见《SGBZ-0502室内给水管道安装施工工艺标准》。
3.2.4.3铅接口:一般用于工业厂房室内铸铁给水管敷设,设计有特殊要求或室外铸铁给水管紧急抢修,管道碰头急于通水的情况可采用铅接口,具体做法详见《SGBZ-0502室内给水管道安装施工工艺标准》。
3.2.4.4橡胶圈接口:一般用于室外铸铁给水管铺设、安装的管与管接口。管与管件仍需采用石棉水泥捻口,具体做法详见《SGBZ-0502室内给水管道安装施工工艺标准》。
3.3预留孔洞及预埋铁件:
3.3.1在混凝土楼板、梁、墙上预留孔、洞、槽和预埋件时应有专人按设计图纸将管道及设备的位置、标高尺寸测定,标好孔洞的部位,将预制好的模盒、预埋铁件在绑扎钢筋前按标记固定牢,盒内塞入纸团等物,在浇注混凝土过程中应有专人配合校对,看管模盒、埋件,以免移位。
3.3.2凡属预制墙板楼板需要剔孔洞,必须在装修或抹灰前剔凿,其直径与管外径的间隙不得超过30mm,遇有剔混凝土空心楼板肋或断钢筋,必须预先征得有关部门的同意及采取相应补救措施后,方可剔凿。
3.3.3在外砖内模和外挂板内模工程中,对个别无法预留的孔洞,应在大模板拆除后及时进行制凿。
附件下载:室内暖卫管道安装基本施工工艺标准